Industrial-Grade Cooling Tower Pumps: Built for Harsh Environments
In industrial and commercial cooling systems, cooling towers play a vital role in heat dissipation, and centrifugal pumps act as the “heart” of these circulation systems. Renowned for their efficiency, stability, and ease of maintenance, centrifugal pumps have become the preferred choice for water circulation in cooling towers. This article delves into the working principles of centrifugal pumps in cooling towers and recommends optimized pump models to help you build energy-efficient and reliable cooling systems.
I. Working Principles of Centrifugal Pumps in Cooling Towers
The core function of a centrifugal pump is to drive water circulation through mechanical energy, delivering high-temperature return water to the top of the cooling tower for spray cooling. The cooled water is then pumped back to heat source equipment (e.g., chillers, reactors), forming a closed-loop system. The working principles are as follows:
- Centrifugal Force Generated by Impeller Rotation: The motor drives the impeller to rotate at high speed, forcing water outward under centrifugal force to create high-pressure flow.
- Kinetic Energy to Pressure Energy Conversion: The volute-shaped pump casing gradually converts kinetic energy into stable pressure energy, propelling water through the cooling tower and piping.
- Continuous Circulation and Heat Dissipation: High-pressure water is evenly sprayed onto the cooling tower fill, where it evaporates and dissipates heat through contact with air. The cooled water is then recirculated by the centrifugal pump.
Advantages of Centrifugal Pumps:
- High Flow Adaptability: Ideal for the high-flow, low-head demands of cooling towers.
- Smooth Operation: Eliminates pulsation, reducing pipeline vibration risks.
- Energy-Saving Potential: When paired with variable frequency drives (VFDs), pump speed adjusts dynamically to load changes, cutting energy consumpti

II. Recommended Centrifugal Pump Models for Cooling Towers
Based on cooling tower scale, water quality, and operational requirements, Anhui Jiangnan Pump Valve’s customized centrifugal pump solutions stand out as industry benchmarks. Two highly recommended models include:
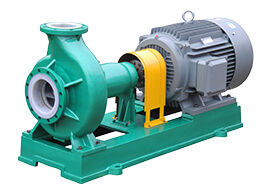
1. Single-Stage Single-Suction Centrifugal Pump
- Applications: Small to medium cooling towers (e.g., commercial buildings, standard industrial cooling systems).
- Key Benefits:
- Compact Design: Space-saving structure suitable for equipment rooms or tower base installations.
- Corrosion-Resistant Materials: Stainless steel or cast iron construction adapts to treated open/closed-loop water systems.
- Easy Maintenance: Modular design enables quick replacement of impellers and shaft seals, minimizing downtime.
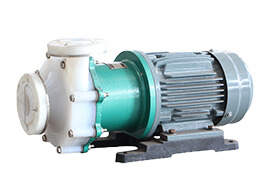
2. Anhui Jiangnan Pump Valve Corrosion-Resistant Specialized Centrifugal Pump
- Applications: Cooling towers handling highly corrosive, high-temperature, or abrasive media (e.g., chemical, electroplating, metallurgical industries).
- Key Benefits:
- Advanced Material Technology:
- Fluoroplastic lining (PTFE/PVDF), high-purity stainless steel, or Hastelloy construction resists strong acids (e.g., sulfuric, hydrochloric), alkalis (e.g., sodium hydroxide), and organic solvents, extending service life by 3–5x.
- Impellers undergo specialized hardening for superior cavitation and wear resistance, ideal for particle-laden water systems.
- Zero-Leakage Safety:
- Dual mechanical seals or magnetic drive technology eliminates leakage, ensuring compliance with strict environmental standards.
- Seal chambers support external flushing to prolong seal lifespan.
- Intelligence and Energy Efficiency:
- VFD compatibility enables automatic flow adjustment based on cooling load, achieving 20%–40% energy savings.
- Optional IoT modules provide real-time pressure, temperature, and vibration monitoring for predictive maintenance.
- Customization Services:
- Anhui Jiangnan offers end-to-end solutions, from parameter design to installation, tailored to your cooling tower’s flow, head, and media requirements.
III. Why Choose Anhui Jiangnan Pump Valve? Four Core Advantages
1. High Efficiency, Cost Savings
Anhui Jiangnan pumps achieve 85%–92% efficiency. Integrated with VFDs, they dynamically match cooling tower loads, reducing energy waste. Real-world data shows a 35% annual power reduction and 28% system efficiency improvement in chemical plants.
2. Longevity and Reliability
- Corrosion Resistance: Materials and engineering withstand pH 1–14 and temperatures from -20°C to 150°C.
- Low Failure Rates: Simplified design with over 50,000-hour bearing/seal lifespan cuts annual maintenance costs by 60%.
3. Safety and Compliance
- ISO 15848-certified zero-leakage technology prevents hazardous leaks.
- RoHS/REACH compliance supports green factory certifications.
4. Smart Management
- Pumps integrate with DCS/PLC systems for unmanned operation and remote diagnostics.
- 24/7 technical support and spare parts supply ensure uninterrupted operation.
IV. Industry Application Cases
- Semiconductor Plant Cooling System Upgrade
- Anhui Jiangnan’s fluoroplastic pumps solved hydrogen fluoride corrosion issues, extending equipment lifespan from 6 months to 5 years and saving over ¥2 million annually.
- Large Commercial Complex Energy Retrofit
- Single-suction pumps with VFDs reduced cooling energy use by 32% and peak summer power demand by 28%, earning LEED Green Building Certification.
V. Conclusion
Centrifugal pumps are the backbone of efficient cooling tower operations. With cutting-edge technology and customization capabilities, Anhui Jiangnan Pump Valve delivers reliable solutions for both standard and extreme conditions—corrosive, high-temperature, or high-pressure environments. Their pumps empower industries to achieve energy savings, safety, and intelligent management!
Act Now: Visit our website or call for a free pump selection plan and lifecycle support. Elevate your cooling system’s performance today!